IN ACTIVE DEVELOPMENT — NEW FEATURES ADDED CONTINUOUSLY
An advanced AI-infused
CNC platform designed
around
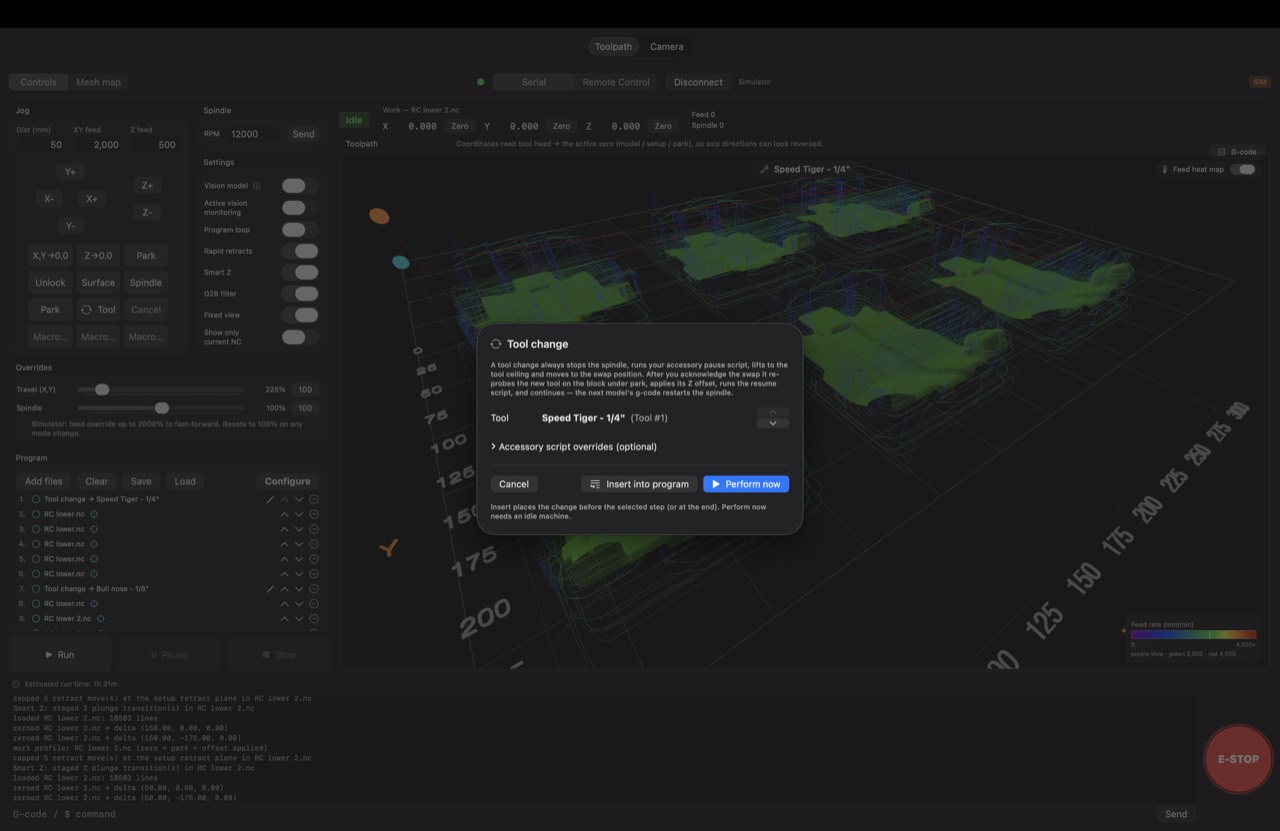
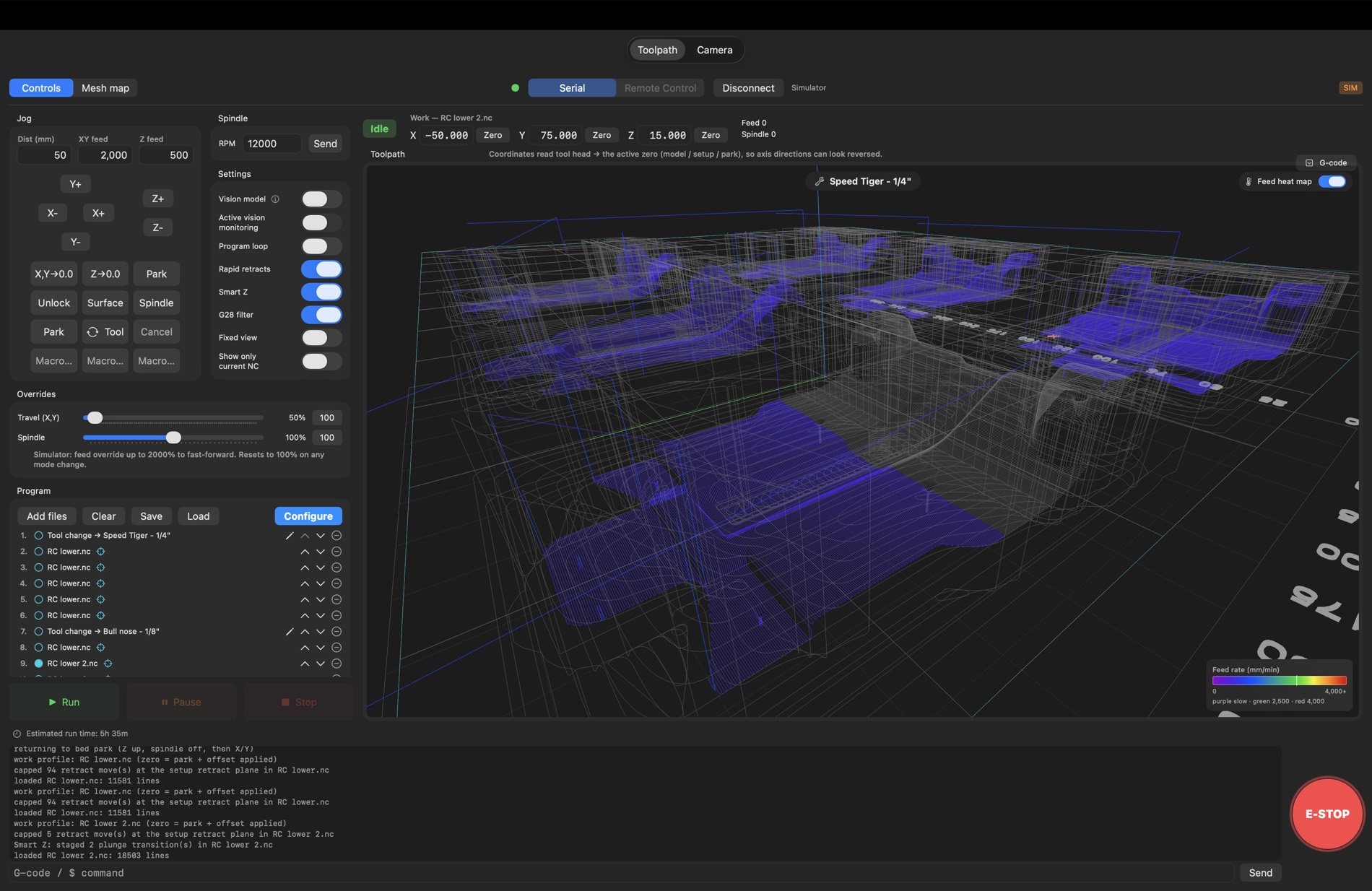
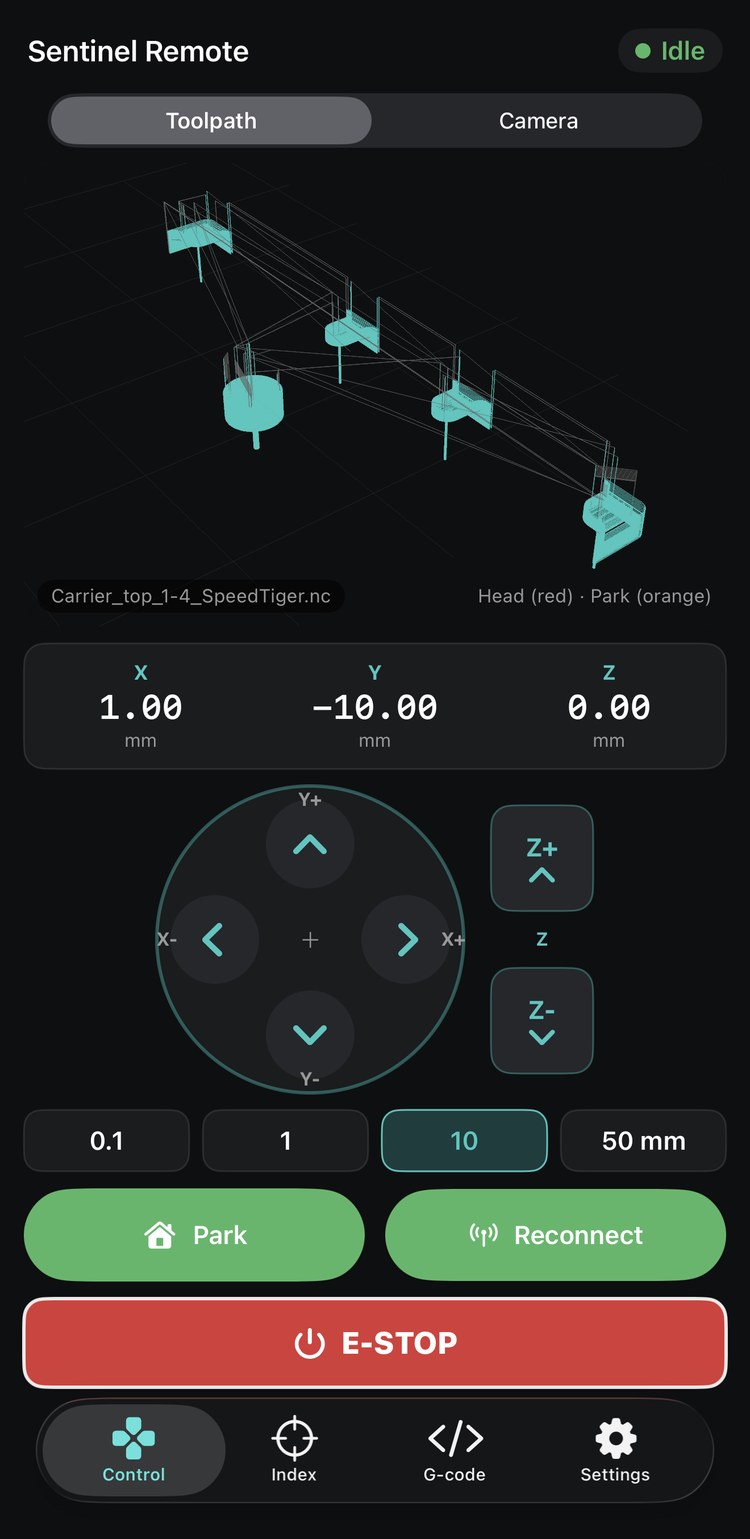
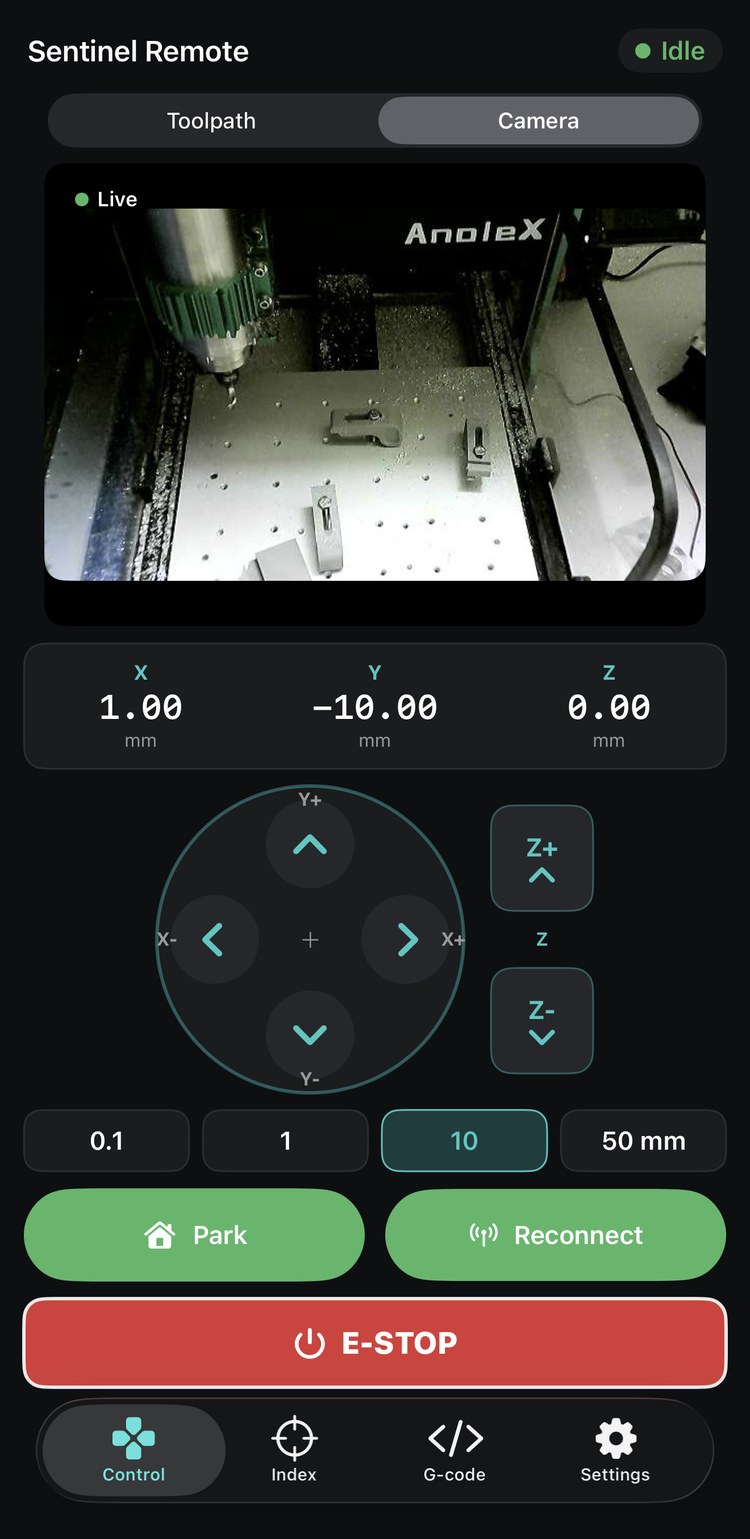
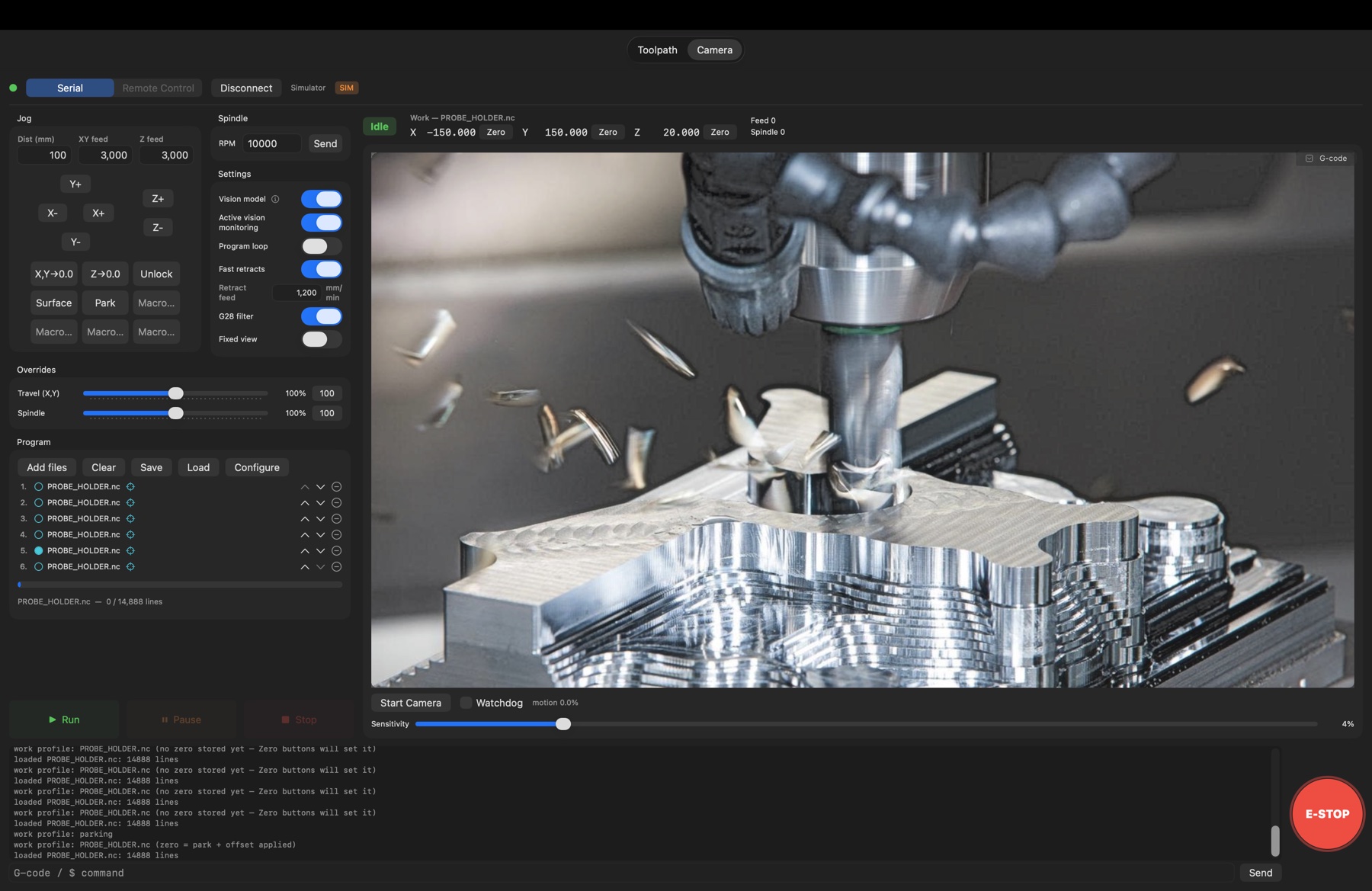
Stream G-code, jog, and run multi-file production cycles with IO automation — while a local vision model confirms every setup and an AI agent stands one command away from the feed-hold. Everything runs on your network. Nothing leaves it.